



我们为您准备了弯管H型钢拉弯价格快捷的物流配送产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:信阳息县弯管H型钢拉弯价格快捷的物流配送的图文介绍
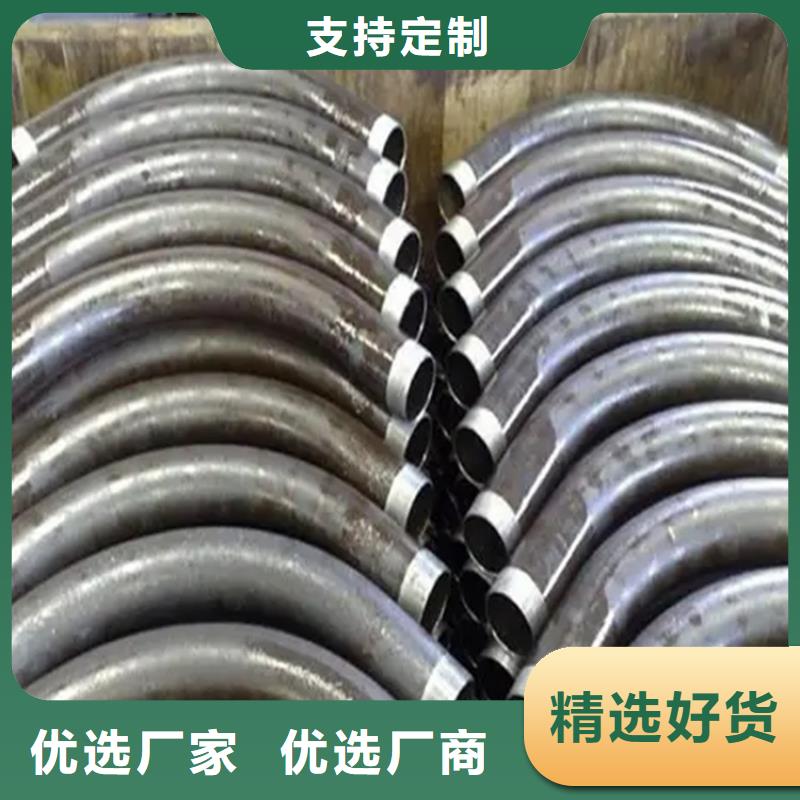
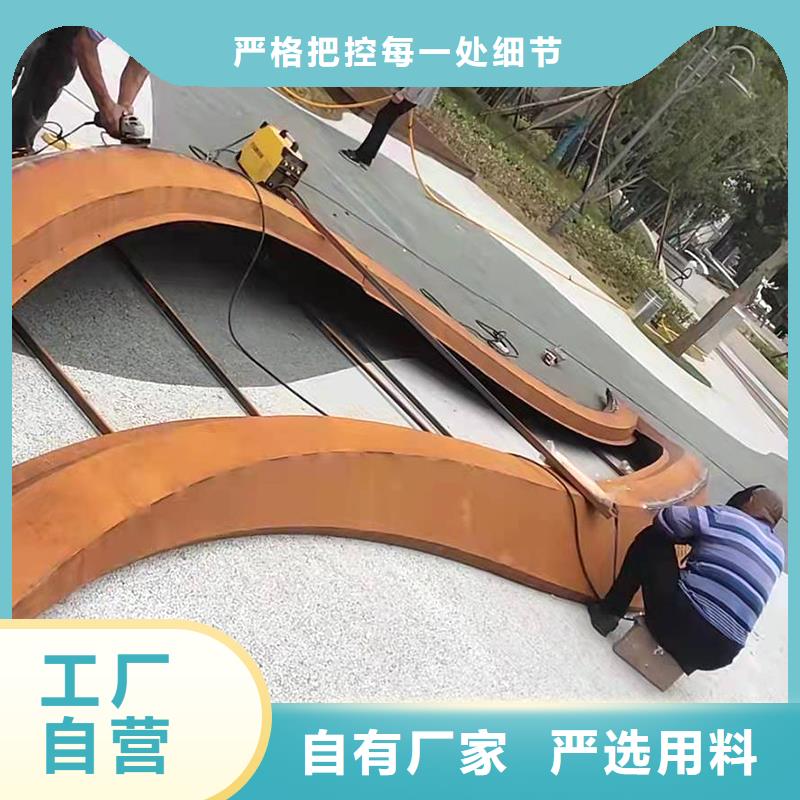
航萧管件(信阳市息县分公司)从事 中频弯管生产加工已有十余年。 生产基地占地20000多平米,其中厂房面积15000平米。以卓越的品质、精湛的制作工艺及流行的设计风格,赢得了消费者的认可和信赖。


我国全自动弯管机设计技术面临的问题 自2009年年底以来,欧洲机床制造商接受的订单一直在不断增长。2010年上半年,其增长速度几乎达到2009年同期的50%以上。近的统计数字显示,国际订单虽然在以两位数的速度增长,但增长已有所放缓。欧洲机床工业传统上是以出口为导向,不过欧洲客户仍然是行业的核心支撑。因为制造业一直是欧洲经济的重要组成部分和经济复苏的主要驱动力。 全自动弯管机的系统具有手动和自动操作方式,自动方式下又可分为步进跟随弯曲和原点贯穿弯曲,便于加工多种多样的弯管。对于具有不同弯曲半径的管件,采用上下模切换来实现弯管加工。对于具有特殊加工要求的弯管,设计了联动、分解及相应的辅助动作,避免机械干涉,实现了弯管过程的自动化。 常用的全自动弯管机使用的模具常常是针对碳钢管,对于合金钢管、不锈钢管的弯曲,由于材质的不同特性,缺乏相应的相关技术,往往无法得到理想的弯管截面变形率及弯管角度。于较大扭矩(功率)的弯管机,由于存在设计的盲区,容易造成静不定、失稳现象及共振问题。同时控制电路的设计也缺乏相应的设计经验。较大扭矩(功率)的高质量的直流电机在国内也很难找到供应商。 电动弯管机主要用于5.08 cm(2英寸)以下管道的弯曲,弯管半径一般小于25.4 cm (10英寸)。对于较大的弯管半径,一般无法找到相对适应的机器与模具。对于弯管半径大于30.48 cm(12英寸)的弯管模具不仅投资较大,而且模具的浇注的过程变形也难以得到控制,同时对于这种模具的设计也需要相当的技术积累。






全自动弯管机具体应该怎么使用? 全自动弯管机的应用越来越广泛,那大家知道它应该怎么使用吗? 1、认真阅读电动油泵的使用说明书。 2、将工作油缸旋入方档块的内螺纹,使轮子向下,油缸后端安装在支架上。 3、按照所弯管子的外径选择模头,套在柱塞上。 4、向模头方向两个滚轴上对应的沟槽,然后装入相应尺寸的花板孔,再将上板板盖上。 5、将所弯管子插入沟槽内,将高压油管端部快速接头活动部分向后拉,并套在工作油缸的接头上。 6、将电动油泵上的卸油螺钉旋紧,即完成所弯管的弯曲。 7、弯曲完毕,松开放油螺钉,柱塞即自动复位。



弯管的质量下降是什么原因引起的。a、影响弯管质量的原因还有这两点:弯管本身自带的弯曲性,弯管表面的腐蚀程度。在作业的时候,工作人员首先要清楚被加工管道的原材料有哪些,对于加工性能要有所了解,尤其是对其表面的腐蚀程度要做出准确的判断。 b、在纯弯曲的时候,弯管中性层的外侧受拉力在外力的影响下而变薄,内侧的受压力在这起作用下而变厚,管子的横截面因为合力的缘故发生改变,从而引起了弯管质量的下降。改善方式:按照规定要求,严格控制RX和SX的数值来确保质量。 c、弯胎的精度是可以直接决定弯管质量的原因之一,在制作弯胎的时候,尺寸一定要控制在规定范围内。 d、弯管时外侧拉力变厚内侧压力变薄,所在的方位和弯管的方式是不一样的,在压缩弯曲的过程中,中性轴是处在距离外壁的三分之一的地方,在回弯工作的时候,中性轴是在距离外壁的三分之二处,由此可见,使用旋弯的方法对于弯曲薄壁管道是有益处的。